
Hjulmakeryrket del 2
Tekst og foto: Gjermund Glittfjell
Tilrettelegging: Magne Grønvold NE
14.06.2018

Forside oppgave
Formkulturoppgave våren 1987
Notodden årsenhet forming
Gjermund Glittfjell
Innhold
Oppgaven er delt inn i 10 klikkbare kapitler:
Innledning
Historisk del
Hjulet og hjulmakeren
navet
eikene
fallene
Litt om hjulets funksjon
Etterord
En takk……..
Litteraturliste
Les mer på Hjulmakeryrket del 1
Innledning
I denne oppgaven vil jeg se på hjulmakerens yrke og arbeidsgang.
Jeg valgte hjulmakeryrket ut fra min egen interesse for dette faget, da jeg kjenner en hjulmaker, og har sett han i arbeid med å lage hjul.
Dette er også et yrke som er i ferd men å dø ut, slik at oppgaven blir preget av å beskrive en prosess som er viktig på det mer lokalhistoriske plan, men at den også har et «videre» overføringsperspektiv.
Jeg kommer til å begynne oppgaven med en generell historisk del – for deretter å «dra linjene» mer mot vår egen tid og vårt eget land.
Dette gjør jeg for at leseren skal få en forståelse av hva som egentlig ligger bak ordet hjulmakeryrke som fag og «viktig teori» av dette, sett i et historisk perspektiv.
Deretter vil jeg komme med en kort presentasjon av hjulmakeren som jeg skal skrive om, for så å gå over på selve prosessen av å bygge opp et hjul. Her vil jeg ta for meg hjulets enkelte deler, og redskap som blir brukt.
Jeg vil avslutte det hele med å gi litt informasjon om hjulets funksjon og hjultyper,
Oppgaven blir på denne måten delt i en historisk innføringsdel og så en beskrivelse av selve hjulets oppbygging og funksjon,
![]()
Historisk del
Mennesket har transportert ting så lenge de har eksistert, ting som var for store til å fraktes ved hjelp av sleping eller bæring ble ikke liggende igjen slik dyrene gjør det.
Spørsmålet om hvordan skal en få transportert ting som ikke kunne slepes eller bæres, meldte seg ganske raskt.
Det første tegn på et hjul var rullestokken, som ble lagt under materialet som skulle fraktes.
Etter hvert skar en ut rullestokken slik at den beholdt full tykkelse i begge ender, men smalnet inn på midten. (Se bilde).

Figur 1
Senere skar en av de ytterste skivene og forbandt de med en aksel.
Det viste seg at det også gikk an å lage et lastet plan på disse hjulene med aksel.
Hjulet utviklet seg fra rullestokkens til vognens prinsipp, med hjulet som det grunnleggende element.
En begynte med å skjære ut deler av hjulet og en fikk eiker. (Fig 2)

Slik kunne et hjul fra bronsealderen (Italia) se ut
Man fikk også den løse akselen til å gli bedre inne i selve navet. (fig 3)
Slike eldre treaksler trang smøring, dette var som regel tjære, og vognen var utstyrt med tjærekanne.
«Når de tunge lassene slet seg over åsene, var det som om hjula kunne snakke«, sa de gamle:
«Vi kommer ikke opp, vi kommer ikke opp» Så måtte kjørekaren ta luntestikka og smøre tjære inn i navet, men hjula fortsatte,
«Vi vil ha mer, vi vil ha mer».
På toppen av bakken gikk det lettere, og nå peip hjula «Vi kom opp lell, vi kom opp lell»‘
(N.Jarmann).
Utviklingen av hjulnavet og selve akslingen slik vi kjenner den i dag tok lang tid. Men vi møter vogner hos egypterne for ca 5000 år siden. (Dette var som oftest stridsvogner. I Homers Illiaden gis en detaljert teknisk beskrivelse av en praktfull utstyrt gresk stridsvogn fra Troja felttoget.)
Romerne bygde gode veier og her kunne en frakte materiale på vognlass, det blir ikke bare fraktet stridsutstyr men også andre nødvendige handelsvarer.
Felgen på selve hjulet var enda laget av tre og slitasjen var stor, hjulfelgen i jern er enda ikke funnet opp. En har hjul fra oldtiden som har nagler satt rett ned i felgen, men det ser ikke ut som om det har blitt benyttet så mye. Det som er imponerende med disse hjulene uten jernfelger er at hjulmakeren må ha hatt en enorm kjennskap til treets kvalitet. Tenk hvilke krav en måtte stille seg til trekonstruksjonen og sammenføying i hjulet før jernfelgens tid.
Da romernes rike faller sakte men sikkert i grus, blir også hjulmakerens yrke glemt. De store folkevandringene krevde at hesteryggen blir transportmiddel igjen, veinettet er ikke bygget ut for vogna og hjulet.
Gjennom hele middelalderen er vognen lite i bruk, dette kommer av sparsommelige veiforbindelser landa i mellom.
Hjulmakerkunsten har en sakte framgang i hele denne perioden.
Det er først utpå 1400 tallet en møter vogn/hjulmakeren igjen. En får en videre utvikling av vognen, de blir lukket og får fjærsystem.
Fjærsystemet gikk ut på at selve vognen hang i remmer eller lenker, slik at dem duvet fram og tilbake og ikke stampet og dunket slik den hadde gjort før.
Utover på 1500 tallet blir også veinettet utbedret og utbygd. Fjærsystemet slik vi ser det på vogner i dag blir oppfunnet rundt 1750, og vognene er på full vei inn i hverdagslivet igjen. Det er variasjonen i vogntyper som nå gjør seg gjeldende, helt frem til de første bilene kommer, som også er en videre føring av vognen.
Noen vogntyper.

Phaeton ca 1790, felgene er beslått med jern stykker festet med stifter

Sjefsvogn (phaeton trille) Kristianian Brannstasjon ca 1900.
To ytterpunkter:

En elegant personvogn, ofte kalt «trille»

Fjærvogn med brems. 3 m lang . 1,8 m bred og med lasteevne på 15000 kg!
Hvor står så Norge i denne perioden?
I 1904 finner utgravingene av Oseberg sted. Og i dette funnet kommer en vogn med hjul til syne:

Dette er en praktvogn, bruken har vært minimal, den er laget for å frakte den døde til hvile og være med på en videre reise…..Men, det viser seg at nordmenn behersket hjulvognkunsten.
Med et slikt ulendt land og trange smug i byene i middelalder og frem mot 1500- tallet, sier det seg selv at vognens betydning begrenset seg selv. Det er hesteryggen (kløvhesten) som er transportmiddel nummer 1 i det grisgrendte Norge. Skulle en frakte noe tungt etter landeveien, brukte en slede både sommer og vinter.
Hjulmakerfaget i Norge har minimal betydning. Det eneste spor en mener å ha etter en hjul-/vognmaker er fra en gård i Tønsberg-traktene rundt 1362.
Gården kaltes Kartar busin som stammer fra ordet Karto som betyr kjerre.
Dette kan da tyde på at en hjul- og vognmaker har hatt bosted der.
I siste halvdel av 1500-tallet omtales en mann i Bergen som hjulmaker. Men første gang en mann er innført som hjul-/vognmaker i Bergens borgerbok, er i 1828.
I 1700 dannes laug i Christiania, men dette ser ut til å være et enkelt fenomen. Det virker som om laugsstanden var så få i Norge at det ikke fantes grunnlag for laugsordning. Men laugsloven som gjaldt for Danmark-Norge bestemmer at mesterprøven for vognmakere er å lage et hjul.

Utfor bakken med Karjol 1788.
(tegning av E. Pauelsen.
Det er fra 1830 og utover at hjul- og vognmakere har sin glanstid i Norge. Vi er inne i det «store hamskiftet». På alle «fronter» er det en rivende utvikling, veiforbindelsene forbedres og utbygges.
Rundt 1950 stagnerer hjulmakeryrket. Nye typer hjul har kommet på markedet, jern- og stålkonstruerte hjul vinner mer og mer terreng.
I 1980 er det bare noen få hjulmakere igjen. De som arbeidet som unge i 30-40 åra har kommet opp i pensjonsalder. Alle har skiftet yrke og «ikke lært bort» hjulmakerfaget på 30-40 år .
Det rare er at det stadig dukker opp personer som vil ha «rettet på», eller lagd et kjerrehjul. Det kan være museer som vil ha gjort i stand et hjul på en gammel vogn, eller bil (med trehjul), et fjordingseierlag som driver skyss, enten oppe i et dalstrøk eller i Slottsparken i Oslo.
Hva gjør så disse brukerne av kjerre-/vognhjul? I mange tilfelle har de søkt ut av landet for å få «bøta» på hjula sine. Men noen finner vegen til de få lokale hjulmakere som ennå finnes, som tar seg tid til å lage eller rette på de hjula som brukerne kommer med.
Ofte kan hjulmakerne være kombinerte smeder.
Men de kaller seg for hjulmakere, for, som de selv sier, «Hjulet kom først inn i menneskets historie, og da mener vi først i faget, som for eksempel hjul-/vognmaker, hjul-/karosserimaker osv.
![]()
Hjulet og hjulmakeren
Fra den bygda jeg kommer fra lever det en hjulmaker i «beste velgående». Han har ikke drevet kontinuerlig med hjulmakerfaget siden begynnelsen av 1950-årene, men har til stadighet lagd og reparert hjul for folk av overnevnte kategori.
Det er også her min interesse for hjulmakeryrket kommer inn.
Jeg har sett deler av prosessen, men på langt nær fått med gangen i det hele.
Nå får jeg anledning til å presentere hjulmaker Torolf Henriksen (66 år) og besøk i hans eget verksted, samt hjulmakerverkstedet på «De gamle verksteder» på Maihaugen (de fleste bildene er tatt der)
Jeg kommer til å gå igjennom en hjulmakers arbeid fra bjørkekubbe til nav fra grønn ask, til eiker, fra askeplanker til felg.
Jeg vil nå ta for meg oppbyggingen av hver enkelt del i et enkelt hjul, og samtidig ta med navn og bruksområde på redskaper som trengs i prosessen mot det ferdige hjul
Vær velkommen til hjulmakerverkstedet:

Gøsta og Torolf

Gøsta Sjøsten fra Lillehammer og Torolf Henriksen fra Solbergelva i hjulmakerverkstedet på Maihaugen februar 1987,
![]()
Navet (hjerte, kause)

Arbeidsredskap til bruk for laging av nav: øks, navbor, dreiebenk, skulpe (dreieskål) mal til avsetting av merker til navring, koning på navet, samt oppmerking av topphull til eiker, og passer
Til navet kan en bruke moden kjerneved av:
Tunge hjul – ask, alm
Smekre hjul – ask, alm
Trillebår, mindre og rimelige hjul – ask, bjørk
Før navet settes i dreiebenken har en kuttet det opp i passelige store navkubber, med en størrelse på ca 20-30 cm bredde.
Deretter borer en hull i midten og teljer vekk en del av barken på sidene.

Navbor
Navkubbe med barkebelte
Barken blir sittende på midten som et belte. En setter så vekk navkubben.
Hullet som ble boret i midten gjør at luft-gjennomstrømmingen blir bedre og det tørkes innenfra. Barkebelte gjør at det ikke sprekker så lett. I løpet av disse årene som navet tørker, ca 3 år, må en se til at emnet ikke sprekker..

Navborets funksjon
Når navet skal dreies settes det i dreiebenken etter at barken er blitt teljet helt av. Det settes en propp i luftehullet som er midt i emnet på hver side.
En setter dreieemnet i dreiebenken og setter dreieanlegget så nær emnet som mulig og prøver om det surrer rundt (Dreiebenken blir dreiet manuelt med et bein)
Deretter lager man en sylinderdisk form (se bilde). Når sylinder formen er ferdig har man en mal som det er satt noen spiker i. Disse settes mot sylinderen, mens emnet er i fart. (se bilde)
Nå merkes sylinderen og hjulmakeren vet hvor han skal dreie ned til eiketapp, koning mot navets ytre og indre side, samt hvor navringen av jern skal sitte.

Kubber til lagring (her er ikke barken tatt av enda)

Navkubben har fått sylinder formen

Navmal
Navet blir nå dreid til etter avmerking etter navmalen. (Se bilde over)
Navet er nå ferdig-dreid til oppmerking av tapphull hvor eikene skal nedi. (se bilde til høyre)

En må på forhånd være klar over hvor mange eiker en skal ha i navet.
Men regelen er at det skal to eiker på hvert fall (felgen)
Eks:
Lager en hjul med 12 eiker tapper får en 6 fall
Lager en hjul med 14 eike tapper får en 7 fall
Et fall er felgens ytterste treverk på hjulet (skal forklares senere i oppgaven men viser bilde av 2 fall og 4 eiker her.

2 fall gir 4 eiker

Nav-ferdig til oppmerking til eiketapphull.¨
Det første tapphullet måles opp med bredden på hogg-/stemjernet en skal hogge ut tappene med (se bilde)
Deretter går en rundt navet der tapphullene skal være med en vanlig passer.
Her tegner en av avstanden slik at en kommer frem til et mål der avstanden fra tapphullene er like store.
Noen ganger må en stille litt på passeren og måle om igjen da tapphullavstanden er viktig.
Deretter bores tapphullene ut, enten ved hjelp av dreiebenken, hvor en bygger opp under navet så det ligger stødig og kan føres inn mot boret som er festet i dreiebenken.

Navet kan nå føres mot dreibenken og utboring av tapphull kan skje.

Eller en kan feste navet i en «stabbe» for tapping av navet og bore ut tapphullene med en vanlig hånddrill eller bormaskin.
For å få tapphullet rett og ikke formen etter boret, bruker en samme stemjern som en målte opp tapphullene med.
Kantene i tapphullet blir nå rette der eikene skal stå
Når navet så er ferdig må en til med eikene som skal tilpasses tapphullene i navet.

Navet kan pusses i dreibenken
Men før vi går over til eikene, en liten repetisjon:

xxx
Fig 1 (fra Venstre): 3-4 år gammel bjørke kubbe (kubben har ikke blitt teljet av slik at en har fått belte rundt den, med hull i midten. Proppes og settes i dreiebenken etter at den er rensket for bark.
Fig 2 (fra venstre): En dreier navkubben i sylinderform og merker opp til hjulring, koning på ytre-/indre side og hvor tapphullene skal sitte.
Fig 3 (fra venstre): En dreier navets hovedform
Fig 4 (fra venstre): Navet tappes slik at det kan bli plass til eikene.
![]()
Eikene

Arbeidsredskap til bruk for laging av eiker:Hjulmakerbenk, feste til eiker i benken, høvel, stemjern, rissemål, passer, bannjern, slegge, kopingsag og rettholt
Til eikene kan en bruke rettvoksen gjerne splint av:
Tunge hjul – ask,alm, eik,bøk
Smekre hjul – hikkori, ask, alm, bøk, lønn
Trillebårhjul, mindre og rimeligere hjul – (bjørk, furu) anbefales ikke.Helst som ovenfor
Grønn ask er det som blir anbefalt av hjulmakeren..
Til eikene brukes rettvokste trær, grønnask er mye brukt og anbefales av T. Henriksen. Disse skjæres ut til en passe lengde. Ca ½ m lange, 4-6 cm brede og 3 cm høyde på sidene. (se tegning under)
Disse legges vekk og tørkes. En kan også legge vekk større emner til tørk.

Tegning – del av eike
Først skal eike tappen som skal inn i navet tilpasses.
En bruker da bredden på det stemjern en skal sette tapphullene i navet med og merker av i den ene enden på eiket. En må også merke av navets dybde på eiket.
Nå kan en legge alle eikene etter hverandre og måle av dybden på alle tapphull med en vinkel.
Hjulmakeren setter X på de sidene som er penest og skal vende ut fra vogn siden.
Her er det viktig å få målt bredden og lengden av tapphullene i navet pluss 2-3 mm mer på sidene av eiketappen.
Dette gjøres for at eiket skal slås på plass med slegge og sitte trangt i selve navet. (Det er nå viktig at navringene av jern sitter fast på navet). En gjør alle eikene ferdig med en gang.

Tegnforklaring:
Tappen skal være 2-3 mm for tykk
Navring av jern sitter på slik at navet ikke sprekker når eiket blir slått ned
Før denne operasjonen er det viktig at man med en eikevinkel (se bilde under) har målt av selve hellingsgraden på selve eiket.
Dette gjøres for at eikene ikke skal stå rett ut fra navet men helle litt ut fra vognsiden.
En skjærer av denne hellingsgraden slik at eiken blir skråstilt når eiketappene blir slått ned i navet. (se bilde under)

En vinkel som setter av graden på eike.

Høyre eike nede i hellingsgrad.
Venstre eike oppe i hellingsgrad

Eikevinkel og eikepasser til å måle av ytterste tapphull på eiket, der fallet skal sitte

Eiker som er skråstilt. Yttersiden av hjulet vender mot venstre. (Det er her de fineste ”tegningene” på selve navet er gjort). Navringene er også satt på, for at navet ikke skal sprekke når en slår navene på plass under på setting av eiker.

Hjulmakerstaven
Hjulmakerstaven: Settes i senter av navet og dreies rundt. Pinnen til høyre på bilde skal da ”subbe” alle eikene i ytterkant, først da er hellingen på eikene i orden.
Da eiketappene til navet er ferdig, skal eiketappene som holder falla (felgene) sammen gjøres klare.
Og har et hjul 12 eiker må en ha 6 fall (Bare å ha det i baktanke).
Denne operasjonen kan gjøres i hjulmakerbenken. Denne benken har ofte et bor eller en fres slik at felgtappene kan freses ut.
Lengden på falltappene skal være noe lengere en selve bredden på falla.

Her freses de ytterste eiketappene ut

Under fresing av tappene holdes eikene etter tur fast med den store klemma

Strekpasser
Torolf Henriksen viste meg også framgangsmåten uten bruk av fres:
En legger hjulet på siden og merker av hvor langt inn fallene skal komme.
Dette gjøres ved å sette en ”strekpasser” i sentrum av hjulet (proppene etter dreiing sitter i sentrum enda) der dreiemerket enda sitter igjen etter sentrumstappen.
En svinger passeren rundt slik at det blir et merke på hver felg som viser hvor langt fallet skal gå inn på eika.

Strekpasser

De tre gjenstående streker blir satt av med vinkel

Strekpasser og hjul (her skulle fallene ikke bli satt på, gjort under demonstrasjon). Her ser en igjen at eikene stikker litt over fallet

Passeren settes i midten og måler til fallets inidre bane (ikke ytre som vist her)

Lengden på eiketappene blir satt med strekpasser
Etter at alle eikene er merket med passeren, (bilde rett ovenfor).setter man en strek på de 3 gjenstående sider av eiket (se bilde over)
Deretter bruker en et rett bord som en legger på navets ytterside. Dette bordet er litt lenger enn selve hjuldiameteren, og kalles rettholt.
Akkurat der hvor eikene er merket med strekpasseren og ut mot enden av eikene setter en 2 streker, på alle eikene, Disse to strekene har like stor avstand som et av stemjernene til hjulmakeren (se bildet under)

Enkel hjulmakerbenk

Her har hvert eike fått merke til utskarving av tapper til falla
Deretter tar en saga og skjærer fra eikets ytterkant og inn til streken hvor merket etter strekpasseren og vinkelen står. Eiket er nå skåret slik at fallet kan tilpasses.

Bredden på ytterste eiketapp er like bredt som stemjernet hjulmakeren har. Slik at stemjernet kan benyttes til utholing av fallet, når det skal lages.
I den ytterste eiketappen skjæres et langsgående spor på midten av tappen og nesten ned til merket som ble satt av med strek-passeren.Dette sporet blir kilehull i tappen. Etter at fallet har blitt satt på plass, kiles hullet igjen og tappen sprenges ut og fallet sitter på plass. Ut fra denne framgangsmåten får vi firkanttapper som ofte blir brukt på redskapshjul.
Et eike er ikke pent i seg selv om ikke hjulmakeren former det. Her brukes bannjern og høvel.

Bannjern og høvel

Snittedupp

Fasongskjæringen utføres på øyemål og da også etter erfaring. Et eikes ferdige tverrsnitt skal se ut som en eggformet figur.
Der den bredeste ende ligger nærmest eikets bakside, som blir den sterkeste side i det ferdige hjulet.
Eikene settes fast i høvelbenken med spesielle ”snittedupper” slik at de kan svinges rundt.


Eike får fasong
Eikene formes i høvelbenken. Sitter fast med snitteduppen, slik at eike kan dreies rundt.

Eggformet eike

To paralelle eiker
Til slutt blir eikene slått fast i navet med slegge. For meg så virket det som om hele navet skulle sprenges, men det gikk fint.
Selv om eiketappene var 2-3 mm for tykke til tappene som var lagd i bjørkenavet.

Slik ser hjulet ut, mens det står i hjulmakerbenken.

Tapper som er runde

Ytterste eike tapp skjæres ut med grind sag

Eiketappen bores ut for hånd
Neste operasjon på vei mot det ferdige hjul, er fallene.
Men en liten repetisjon på eikene har vi sikkert ikke vondt av?

Eiker – forskjellige stadier i arbeidet
Nr. 1 fra venstre: Grønn ask biten klar for eikeemnet.
Nr. 2 fra venstre: Eiket er til formet
Nr. 3.fra venstre: Grunnsaga har skåret til nederste eiketapp, en ser også hellingsgraden på nederste del av eiketappen
Nr. 4.fra venstre: Eiketapp klar for nedsetting i nav.
![]()
Fallene (felg, lask, Ring – hjul-ved)

Fallene
Arbeidsredskap til bruk for laging av eiker: bandsag, bor, stemjern, sag, høvel – fall, høvel benk
Til fallet brukes seig ved, gjerne småflammet eller sjølvokst krok.
Tunge hjul – ask (bjørk)
Smekre hjul – ask, lønn
Mindre, trillebårhjul, billige hjul – ask (bjørk)
Fallene lagres og tørkes slik som navet og eikene. Fallene blir kuttet opp til større planker når de ligger til lagring
Hjulmakeren har maler til de fleste ordinære hjul, de kutter opp fasongen på fallene etter maler.

Felgmaler

Felgmaler
Felgmaler som benyttes til utskjæring og maling av felgene.Hjulmakeren skjærer ut de fall han skal ha, 12 eiker gir 6 fall.
Til utskjæring av fall brukes båndsag.

Fallene skjæres ut med bandsag

Båndsag

Utskjært og høvlet fall.

Tapphull til falla merkes av
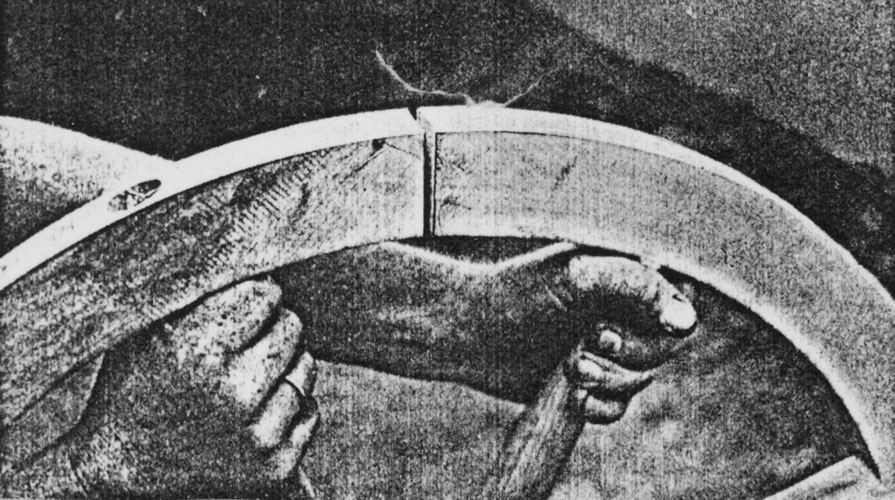
Fallet høvles på den ene siden, og innvendig. Fallet har nå samme hellingsbane som eikene.
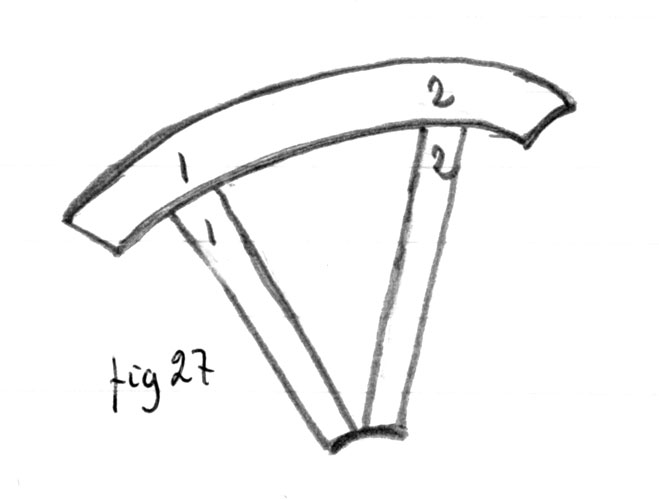
Fig. 27
Den høvla sida som vender ut fra vognen er den peneste. Og her setter hjulmakeren et nummer ut fra hvert eike, og samme nummer på fallet.
Dette gjøres for at samme fall skal treffe samme eike etter at tapphullet i fallet har blitt hogd/frest ut.
Etter nummereringen, merkes tapphullene i falla rett ut for eiketappene.
Dette blir merket med vinkel (bilde over). For å lage tapphull i falla tas samme stemjernbredde som eiketappen har, slik at eiketapp og tapphull stemmer overens.
Tapphullet i fallet bores ut med bor først, slik at det blir lettere å hugge ut tapphullet i fallet.
Når dette er gjort, høvles og pusses fallet ferdig på de gjenstående sider. En må hele tiden passe på at tallene på falla ikke blir pusset bort.

Fall og puss-høvler til bruk i og på siden av falla

Fallhøvel
Falla slås først nedpå (løst!) slik at de står inntil hverandre, men de glipper i skjøtene.
Mange ganger kan det hende at tapphulla ikke treffer eiketappene helt i sporet. Da må en bruke «Kjerringkjeften» og stramme eikene sammen.

Tappen settes på plass i eiket og eike sprenges ut slik at falla sitter.

Kjærringkjeften

Kjerringkjeften i bruk. Eikene strammes slik at de kommer tettere i sammen.

Her ser vi hjulmakeren slå falla ned
Fallene passer ikke godt sammen i skjøtene, så her bruker hjulmakeren en bakksag og skjærer ned etter som fallet glir på plass ned mot bunn av ytterste eiketapp.
Eiketappen har et skjær i midten som det nå settes en tapp ned i, denne bankes på plass når fallet har kommet på plass..

Eiketapper som stikker litt over, her skal kilen nedi slik at en oppnår en «Sprengeffekt» og fallet sitter fast.

Hjulmaker som setter fallene på plass
Deretter pusses hjulet med sandpapir om det skulle være noen ujevnheter (Noe som det sjeldent er)
En ting som er viktig er at alle falla sitter helt «teit» inntil hverandre i skjøten, unntatt en skjøt som er åpen.
Åpningen i denne skjøten har hjulmakeren lagd ved å sage igjennom alle skjøtene i falla. Åpningen på et hjul blir (med 12 eiker og 6 fall) summen av 6 sag skår (se bilde under).
Denne åpningen er laget for smedens skyld og er krympingsmonnet på jernbeslaget som skal ligge rundt falla.

Her sages det mellom fakka
Åpningen blir her summen av 6 sagskår
Jernringen utvides når det varmes opp og trekker falla helt sammen ved avkjøling.
Men nå er vi inne på smedens arbeid på hjulet. Torolf Henriksen er hjulmaker og smed, så jeg har også fått en lett innføring i smedens arbeid på hjulet, som jeg tar for meg.

Hjul
Hjulet slik det ser ut etter at hjulmakeren er ferdig med det, og smed arbeide skal begynne.
Til slutt en liten repetisjon av fallets «tilblivelse»

Fallets tilblivelse
1. Askeplanken tas frem og en måler til med fall modellen.
2. Fall skåret klar til oppboring og tilpassing på eikene.
3. Fall på plass i eiket.
![]()
Litt om hjulets funksjon

Hjulets funksjon
Her ser vi et høyvogns forhjul (36 cm diameter) og et kjerrehjul (1008 cm diameter) trille 3 m, 40 cm bortover en vei.
Det er to hinder, en dyp grøft ca 18 cm og en stein ca 18 cm opp.
Høyvognshjulet dumper rett ned i hullet og må løftes rett opp igjen, det samme skjer ved steinen.
Kjerrehjulet dumper ca 5 cm ned i hullet med en lett støyt, stigningen opp av dumpa og steinen blir mye mindre enn høyvognhjulet.
Kjerrehjulet triller en gang rundt, mens høyvogn hjulet må trille tre ganger rundt.
Det viser seg at det store hjulet går lettere og dumpingen ikke blir så stor på dårlig veg, og det ikke går så dypt ned i små, krappe dumper. Det går også langsommere rundt ved lik kjørehastighet slik at dumpingen ikke blir så brå.
På de høye hjula vil akslingen ha en større avstand fra bakken, slik at hinder midt i veibanen unngås.
Det lille hjulet har også sine fordeler.
Det er rimeligere å lage og et lite hjul er sterkere enn det store og det er lettere.
Hjulet kan også bygges under vognen slik at hjulet ikke hindrer for lass som ligger oppå kjerra.
Hjulets bredde er også av betydning. Brede hjul graver seg mindre ned i dårlig veibane, for eksempel våt jord, sand etc.
Men er det sterk klabbing (jord festes på felgen) behøver ikke denne bredden på hjulet være av stor betydning.
Som eks på denne bredden kan en se på vegvesenets vedtekter fra 1912 i Akershus fylke om felgbredde:
minst 6,5 cm (2,5’’) for enspente kjøretøy m/fjærer
minst 7,5 cm (3’’) for enspente kjøretøy uten fjærer
minst 7,5 cm (3’’) for tospent kjøretøy m/fjærer
minst 10 cm (4’’) for tospent kjøretøy uten fjærer
Minst 12 cm (5’’) for mer enn tospent kjøretøy.
Skoningen må ha flat og glatt bane.
Vi ser at det i alle tilfelle er viktig å velge hjul ut fra bruksområdet.
Under viser jeg en del vogntyper; leser kan selv se hjulstørrelse og funksjon.
Bilder av forskjellige vogntyper

Bildene er hentet fra en jubileumsbok for Moelven bruk

Bildene er hentet fra en jubileumsbok for Moelven bruk.
![]()
Etterord
Da jeg begynte på oppgaven, fant jeg ut at en historisk innføring var viktig for å danne en mer helhet av hjulmakeryrket som fag.
Det var også på den måten hjulmaker Torolf Henriksen og Gøsta Sjøsten, som var guide i hans fars hjulmakerverksted på Maihaugen, innledet samtalen om hjulmakeryrket som fag gjennom tidene, for deretter å gå over til selve prosessen.
Ved hjelp av denne innføringen økte jeg min egen forståelse av selve faget.
Skulle jeg bruke denne oppgaven i et lokalhistorielag eller i skolesammenheng, ville jeg ta med konkrete deler og redskaper om hjulet slik at jeg hadde noe mer håndfast å holde meg til enn kun denne skriftlige oppgaven. En lærer, og forstår fremgangsmåten mye bedre, når en ser de enkelte deler i prosessen.
Selve oppgaven kan for eksempel brukes i sløydpreget forming. Her kan en gå nærmere inn på treets styrke, holdbarhet, funksjon, sammensetting (tapping) etc.
En kan også snakke om redskapen som brukes, for eksempel vinkel, passer, sag, høvel, stem-/hoggjern etc, som er grunnleggende for sløydpreget forming.
Oppgaven kan/må tilpasses de enkelte interessegrupper.
![]()
Takk
Først vil jeg rette en takk til hjulmaker Torolf Henriksen som har vært så velvillig og ta seg tid til gjennomgåing av selve hjuloppbyggingsprosessen. Uten han hadde ikke oppgaven blitt det den er.
Deretter vil jeg sende en hilsen og takk til de personer jeg har hatt kontakt med på De Sandvigske Samlinger Maihaugen. Det er virkelig trivelig når en får slik positiv respons på en oppgave av slik art.
All litteratur ble skaffet til veie på Maihaugen.
En takk rettes også til Gøsta Sjøsten som fortalte om hjul og karosserifaget, og som viste meg rundt i sin fars hjulmakerverksted på De gamle verksteder på Maihaugen. Det er Gøsta Sjøsten jeg har hentet de fleste historiske opplysninger av i oppgaven.

Hest med kjerre
![]()
Litteraturliste
Veiledning for unge håndverkere. Utgitt av forening for bereiste håndverkere. København 1894.
Guide for Maihaugen. Trykt på Maihaugen i 1987
Hjul og Karetmaker Nils Sjøsten’s notater fra samtale i de gamle verksteder på Maihaugen i 1982
Norges håndverk Nr 1 – 1945: Hjul og Karosserimakerfaget i Norge
Artikkel i et hefte de gamle danske håndverk, Tittel, forlag ukjent
Nils Jarmann Artikkel Arbeidssele og kjøreredskap. Moelven bruk år/historie bok 1967?
De fleste opplysninger kommer fra samtaler med T. Henriksen. Besøk i hans verksted og på de gamle verksteder ved Maihaugen i februar 1987.
![]()